CASE STUDY
Identifying Oversized Joints with Factory Grade® Technology
Substandard oversized joints identified with IMCORP Factory Grade® Technology
OVERVIEW
Oversized joints with installation errors are identified with the Factory Grade® technology.
CHALLENGE
Identifying root cause of multiple joint failures and substandard performance after a Factory Grade® assessment.
RESULTS IMCORP’s
IMCORP’s Factory Grade® technology effectively identified incorrectly sized joints and provided critical information to improve product selection and installation practice.
Our utility client asked us to assist in identifying the root cause for the multiple joint failures on several two year old substation exit feeders. Initial assessments with IMCORP’s Factory Grade® technology revealed several substandard pre-molded joints. The utility asked IMCORP to provide a dissection and root cause analysis for two joints excavated from the field. One faulted in service prior to the assessments and the other was serviceable but showed substandard performance.
The dissection and root cause analysis produced evidence of electrical (or carbon) treeing between the inside surface of the joint and the cable insulation (the joint interface). Electrical treeing was observed at the same location in both joint samples only treeing is much more extensive in the joint that failed in service. Electrical treeing started near the connector (where the Faraday cage makes contact with the cable insulation) and grew along the interface towards one end of the joint. (Figure 1). Comparisons of the manufacturer’s catalogue product size selection table and the cable diameter revealed these were the loosest fitting of three models covering this cable size range. A looser fitting joint increases the likelihood of interfacial voids and other installation errors leading to substandard performance. Voids and stress enhancements in the presence of sufficient voltage stress gives rise to partial discharge, erosion, electrical treeing and eventually failure. Other workmanship issues identified included incorrect dimensions, contamination on the interface, and little to no evidence of void filling grease applied at the cable’s semicon cutbacks.
The utility learned the value of a Factory Grade® assessment since the substandard performance was only observable at 1.5 times the operation voltage and would have been completely missed if the assessment was only performed at operating voltage. By partnering with IMCORP our client utility gained critical knowledge about their joint performance and soon made significant changes to their joint specification and retrained their installers.
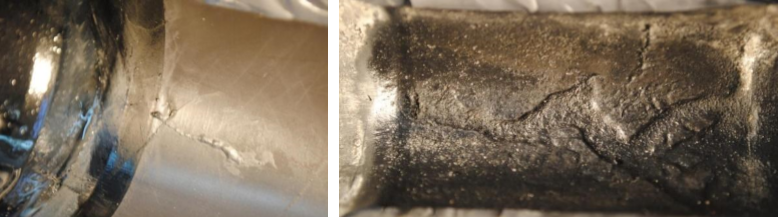
Figure 1: Evidence of electrical treeing was observed on the inside surface of both the serviceable joint with substandard PD activity (left) and the faulted joint (right).